2.Pattern Creation – Gates and Risers: Metal Delivery System
The pattern created in the first step also includes the metal
channels, which will feed the required cast product design with proper
gating and risers. This is helpful to regulate the metal flow. Gas
venting is required in the process, and the inevitable thermal
contraction is driven to acceptable places (other than the actual
desired finished product).
Patterns are made of various materials for different requirements of
the volume and tolerance. These materials include wood, metal,
synthetics, expandable polystyrene (EPS), and others.
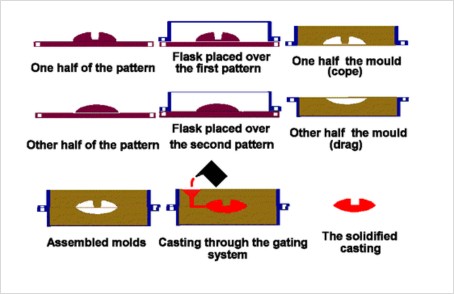
3.Creating the Mold
A refractory substance, which is stable at high temperatures, is
produced around the design. During casting , the material must be
strong enough to hold the weight of the weight of the liquid metal. It
should also have resistance to metal reaction. However, it must be
fragile enough to be separated after the casting cools.
The mold can be manufactured of different sand materials. With the
addition of other elements like clay or some chemical bonding agent,
the sand can be stronger to withstand the pouring process.
The molds can be produced by machining the desired shaped hollow
directly into a block of sand as well. The technology is widely
employed during product development because the design changes can be
dealt with and applied quickly. It also can be used for portions with
infrequent usage, which can avoid the storage or maintenance of a
physical pattern.
The mold usually consists of two halves, namely the cope (the top half
of the mold) or drag( the bottom half). The halves are separated and
the pattern is removed once the sand has set (using the
traditional/non-machined process). A refractory coating is applied to
achieve a finer surface finish and protect
the mold from the
turbulence of the poured metal . The halves are reassembled, and the
cavity can be in the shape of the pattern.
The mold may also include cores,which is a method used to produce
proper internal pathways in the final product.
4.Pouring the Metal into the Mold
Molten metal is injected to the static mold directly. It fills the
void, defining the finished part and the risers. Liquid metal is
supplied continuously from the risers to the casting. As they are the
last to cool and solidify, the shrinkage and potential void are
concentrated in the riser than the desired part.
Therefore, this ensures the smooth flow of liquid metal into the
casting with less turbulence, which is helpful to prevent oxide
formation and casting defects. Almost all the alloys can be made using
this process. An argon shielding may be employed to keep air away from
the molten metal when it comes to those materials particularly
reactive with oxygen.
5.Shakeout Operation
The casting solidifies and cools, which includes both the desired part
and the additional metal required to make it. The sand is then split
up and shaken out. The sand, which is used to create the mold, is
recovered, and reconditioned. Much of it can be reused.
6.Casting Final Operations
There are some final operations that can be taken for the sand
castings to achieve final dimensions or tolerances.
-
Cut the gates, runners, and risers from the casting.
-
Final post-processing like sandblasting, grinding,etc.
-
Extra machining
-
Heat treatment
-
Non-destructive testing(Fluorescent penetrant, magnetic
particle, radiographic, etc.)