-
The mold wall is coated with refractory material, which is typically ceramic coating. In the true centrifugal casting process, the mold is preheated and the ceramic slurry is applied while spinning. Then, the mold comes to the stage of drying and baking. Cleaning the mold surface before applying the refractory coating is required to remain excellent surface finish and the integrity of the cast part.
-
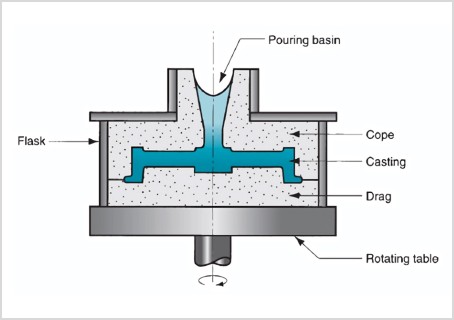
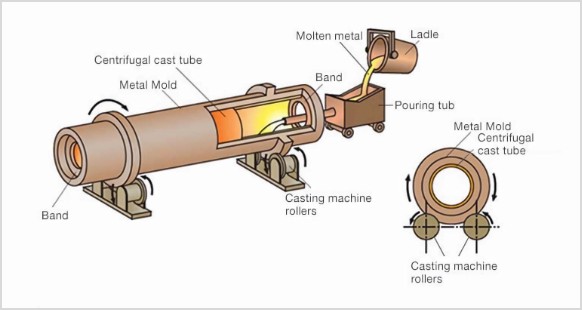
The molten metal is poured directly into the mold through a spout, and there is no need for a gating system.
-
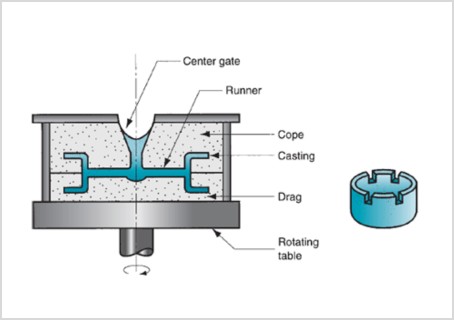
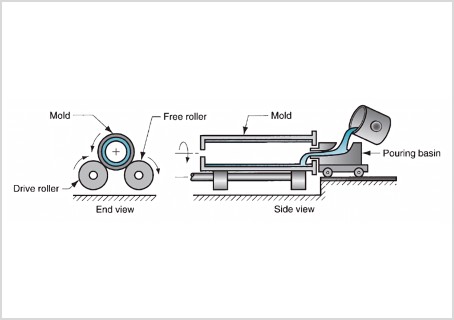
The mold can be rotated in the process of pouring the molten material or after the pouring. Generally, the rate of rotation is between 300 to 3000 RPM.
-
The centrifugal forces induced by the rotation of the mold push the molten material toward the cavity’s outside wall.
-
The mold continues to spin until the molten metal solidifies.
-
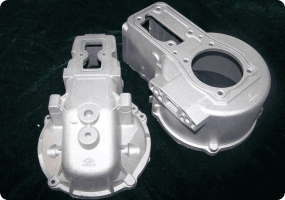
After the casting has solidified, the mold is removed and opened. The final casting is then removed.