Gating and ejector pins play an important role in the process that
plastic resin strategically enters the mold and plastic parts are
effectively ejected from the mold.Different gates types are suitable
for different applications.There are 4 types of gates used in
injection molding:
Edge gates
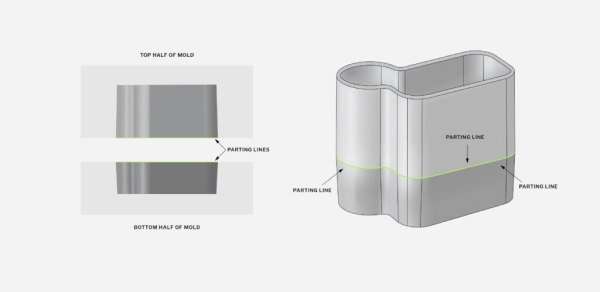
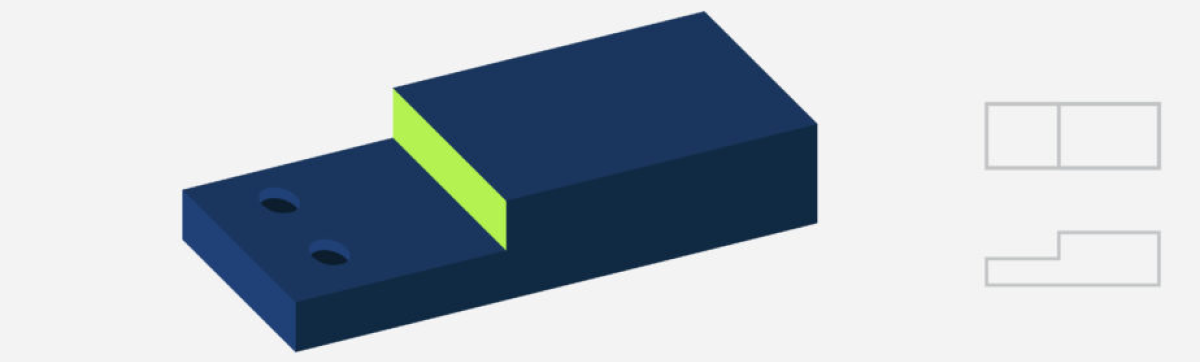
Edge gates are best suited for flat parts. Located at the edge,they
inject material at the parting line of the two halves of the mold .
This type of gates will create a scar on the parting line.
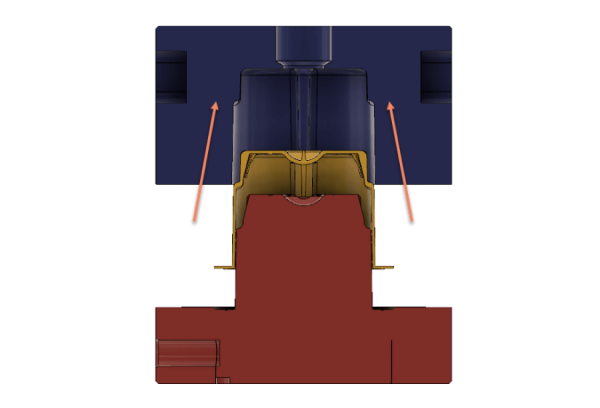
Sub-gates
Sub-gates are common but require ejector pins for automatically
trimming.This type of gates generally can decrease the size of the
vestige left on the exterior of the part. They have different
variations,including banana gates,smiley gates,and tunnel
gates.They are generally used by incorporating a tunnel gate into the
side of the part or into an ejector pin (post gate).
Hot tip gates
Hot tip gates are located at the top of the mold,and are only used
with hot runner injection molds. This type of molds are ideal for
large scale production with minimal part waste from sprue and runner
systems.Therefore,they are often the most cosmetically appealing
gate.
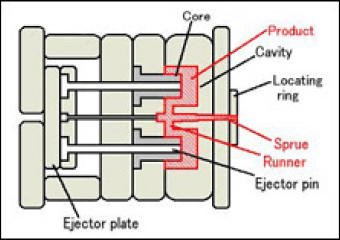
Sprue gates
Direct or sprue gates are used for single-cavity molds that are
typically large and cylindrical. The diameter of the gates is large,
which is difficult to manually remove,and a fixture that is removed
by milling is required. As a result,sprue gates can leave a large
scar at the point of contact.