There is no need to remove runners, and auto cycle occurs faster
and more frequently.
The gate can be located at many points on the part, which can
further improve the aesthetics of the part and optimize the
filling effect of the mold cavity during the injection.
Hot runner molds can produce more precise parts with tighter
tolerances in a short lead time.
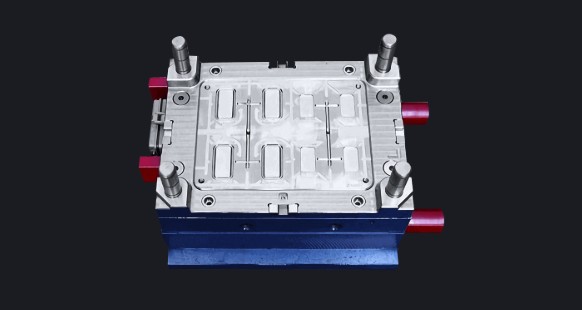
Production of Larger volumes and sizes of parts
Hot runner molds also can produce large volumes and sizes of parts
when compared with cold runner molds .
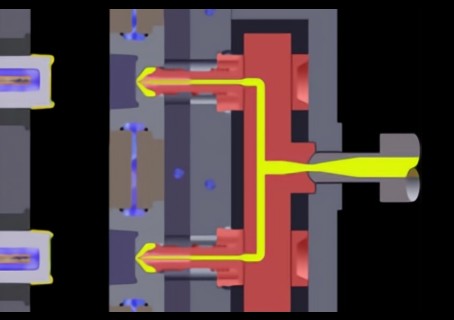
Separate melt channels are in externally heated manifolds that are
insulated from mold plates surrounding them.
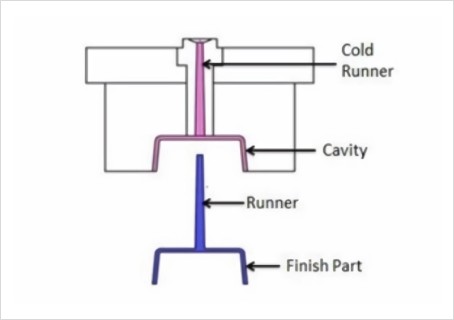
There is no need to separate the runner from the part for hot
runner molds. The plastic is kept at optimum temperature, which
allows for faster processing of materials. Therefore, their cycle
time can be shorter than cold runner molds.
The mold system generates little to no material waste.
Fewer sink marks and under-filled parts
It is helpful to achieve the highest levels of quality and part
volume at the lowest part cost due to the fewer sink marks and
under-filled parts.